-

山东聊城格瑞管业铸造有限公司
主营:球墨铸铁管,铸铁排水管,无缝管

山东聊城格瑞管业铸造有限公司
主营:球墨铸铁管,铸铁排水管,无缝管 9
9

在现在很多的无缝钢管厂里面,主要是以冷拔和热轧无缝钢管为中心生产和销售,同时这两种的生产制作过程也是不同的。所以在这两种无缝钢管的生产工序里面,还是冷拔无缝钢管的制作过程比较复杂。冷拔无缝钢管首先在管坯的问题上就要进行连轧,连轧以后才能进行定径的测试,这个时候需要管坯的表面没有任何的裂纹响应后才可以进行下一道工序。而且不可否认,这样的行业缺陷也正是制约国内钢材产品实现向产业链上游转移的一个重要原因。对此笔者认为,国内钢铁行业能否在以后若干时期有效实现产业链转移。
公司的生产实验室分析、测试手段齐全;清洗工程人员技术能力较强,其中高级工程师8人,中级工程师16人;清洗、磷化、钝化预膜、表面处理、涂装、化镀、封装、试压等各种机具及配套设施齐全,施工能力较强,在国内**业处于良好地位,几经技术改造和扩建,目前已具备年清洗、预膜和涂装100万平方米的施工能力。现我公司有大量合金管、高压管,将以优惠的价格,批零兼营的方式,为您提供快捷优质的服务,欢迎新老客户前来洽谈、电议。
酸洗磷化工艺流程、酸洗酸洗除锈、除氧化皮的方法是工业领域应用为广泛的方法,利用酸对氧化物溶解以及腐蚀产生氢气的机械剥离作用达到除锈和除氧化皮的目的,酸洗中使用为常见的是、硫酸、磷酸,由于在酸洗时产生有的二氧化氮气体,一般很少应用。酸洗适合在低温下使用,不宜**过45℃,使用浓度10%~45%,还应加入适量的酸雾剂为宜,硫酸在低温下的酸洗速度很慢,宜在中温使用,温度50~80℃,使用浓度10%~25%
无缝钢管内外除锈是汽车的重要内容之一,工人在工作中难免会接触到苯,一定要做好防护,而且工作持续时间不能**过30分钟。如果摄入苯过多,轻则会出现再生,重则会患上。因此喷漆时必须备好防护配置,同时限制工作时间,而且工作地点要有良好的通风条件。
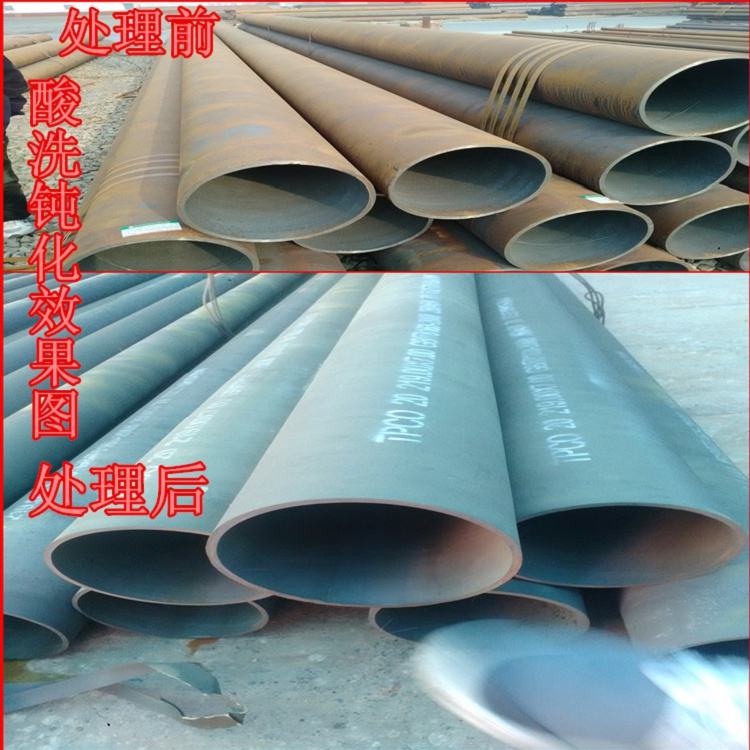
酸洗是为了除去外表面的锈迹,钝化是为了形成钝化膜,内部不容易被锈蚀,一般用在酸洗喷漆前,钝化一般用在铜排等防锈要求的方面。山东聊城格瑞管业有限公司 大口径无缝钢管酸洗钝化喷漆,焊接钢管酸洗钝化喷漆,酸洗钝化的道理钝化:金属经氧化性介质处置后,其侵蚀速度比本来未处置前有明显下降的景象称金属的钝化。其钝化机理首要可用薄膜理论来分析,即以为钝化是因为金属与氧化性介质效果,效果时在金属外表生成一种十分薄的,致密的,掩盖功能优越的,能中固地附在金属外表上的钝化膜。这层膜成自力相存在,凡间是氧和金属的化合物。它起着把金属与侵蚀介质完全离隔的效果,避免金属与侵蚀介质直接接触,然后使金属根本中止消融。奥氏体不锈钢经氧化性介质处置后其外表能构成知足上述要求的钝化膜,但该钝化膜在起活化效果的Cl-,Br-,F-等卤素离子效果下,较易遭到毁坏
无缝钢管酸洗钝化原理:氧化皮、铁锈等铁的氧化物(fe3o4,fe2o3,feo等)与酸溶液发生化学反应,形成盐类溶于酸溶液中而被除去。常用酸:酸洗用酸有硫酸、盐酸、磷酸、硝酸、铬酸、氢氟酸和混合酸等。常用的是硫酸和盐酸。 酸洗工艺主要有浸渍酸洗法、喷射酸洗法和酸膏除锈法。一般多用浸渍酸洗法,大批量生产中可采用喷射法。 市面上出售的工业浓硫酸通常含spanso475%~97% (质量分数),也可以选用褐色工业硫酸溶液,它含spanso475%~78%(质量分数)。 磷化技术 磷化是一种化学与电化学反应形成磷酸盐化学转化膜的过程,所形成的磷酸盐转化膜称之为磷化膜。磷化的目的主要是:给基体金属提供保护,在一定程度上防止金属被腐蚀;用于涂漆前打底,提高漆膜层的附着力与防腐蚀能力;在金属冷加工工艺中起减摩润滑使用。磷化是常用的前处理技术,原理上应属于化学转换膜处理,主要应用于钢铁表面磷化,有色金属(如铝、锌)件也可应用磷化。